Cut EV Charger Enclosure Redesign Delays: Hybrid Part Manufacturing NPI Blueprint
Introduction: When EV Charger Enclosures Become the Bottleneck in NPI Cycles
For EV charger OEM engineering and NPI teams, outdoor charging cabinet programs are increasingly delayed not by electronics innovation—but by repeated enclosure redesign loops, tooling mismatches, and pilot build failures. These delays directly disrupt program managers, procurement leaders, and manufacturing directors responsible for hitting aggressive launch timelines.
This article presents a structured Hybrid Part Manufacturing NPI Blueprint that integrates CNC machining, injection molding, sheet metal fabrication, and 3D printing—leveraging a coordinated ecosystem of CNC Machining manufacturers and rapid prototyping workflows—to eliminate enclosure-to-component iteration waste and accelerate production readiness.
Why EV Charger Enclosure NPI Cycles Break Down: Business Pain Points
Outdoor EV charging cabinets must meet mechanical durability, thermal stability, and regulatory compliance simultaneously. However, most OEMs face repeated prototype failure loops due to fragmented supply chains and sequential design-validation processes.
According to the International Energy Agency (IEA Global EV Outlook 2024), global EV infrastructure deployment is accelerating rapidly, increasing pressure on OEMs to shorten hardware development cycles while maintaining reliability standards.
| Enclosure NPI Pain Point | Operational Impact | Business Consequence |
|---|---|---|
| Repeated enclosure redesign loops | Engineering rework + tooling revisions | 12–20 week pilot delay risk |
| Misaligned multi-supplier prototyping | Component mismatch across vendors | High scrap rate in pilot builds |
| Thermal-mechanical integration gaps | Overheating or structural deformation | Field reliability failures |
| Slow validation cycles | Sequential prototyping instead of parallel | Delayed SOP (Start of Production) |
These inefficiencies compound under stricter regulatory frameworks such as IEC 61851 EV charging standards, which require robust safety, electrical isolation, and thermal stability validation before deployment.
Core Solution: A Hybrid Manufacturing NPI Blueprint for Enclosure Acceleration
The Hybrid Part Manufacturing NPI Blueprint replaces fragmented prototyping with a synchronized production model that integrates CNC machining, injection molding, sheet metal fabrication, and 3D printing into a single iterative loop.
Instead of waiting for sequential tooling phases, OEMs operate in parallel validation streams—compressing enclosure iteration cycles by up to multiple development stages.
| Manufacturing Method | NPI Role | Value Contribution |
|---|---|---|
| CNC machining | Functional prototype validation | High precision enclosure fit testing |
| Injection molding | Pre-production tooling simulation | Mass production feasibility check |
| Sheet metal fabrication | Structural load & outdoor durability | Weatherproof cabinet validation |
| 3D printing | Rapid geometry iteration | 24–72h design feedback loops |
How the System Works
The blueprint integrates digital design, rapid prototyping, and manufacturing feedback into a closed-loop system. Each iteration feeds real-world manufacturability data back into CAD optimization, reducing downstream tooling waste.
Why This Blueprint Works: Engineering + Manufacturing System Logic

The effectiveness of integrated prototyping is supported by manufacturing system research. The National Institute of Standards and Technology (NIST) emphasizes that digital-thread manufacturing and concurrent engineering significantly reduce product development cycle time by eliminating sequential bottlenecks.
Similarly, ISO 16750 automotive environmental standards reinforce the importance of validating mechanical and thermal resilience early in the design phase—precisely what hybrid NPI enables.
From a systems perspective, combining CNC machining manufacturers with additive and forming technologies creates a closed validation loop:
- 3D printing accelerates geometry exploration
- CNC machining ensures tight-tolerance fit validation
- Sheet metal verifies structural durability under outdoor conditions
- Injection molding confirms scalable production feasibility
This multi-path validation structure reduces late-stage tooling changes, which are among the most expensive sources of NPI overruns.
Research from McKinsey & Company Automotive Insights highlights that hardware product delays in mobility infrastructure often originate from late design freeze cycles and fragmented supplier coordination.
Implementation Path: How OEM Teams Can Adopt Hybrid NPI Manufacturing
Transitioning to a hybrid NPI model requires structural alignment between engineering, procurement, and manufacturing teams.
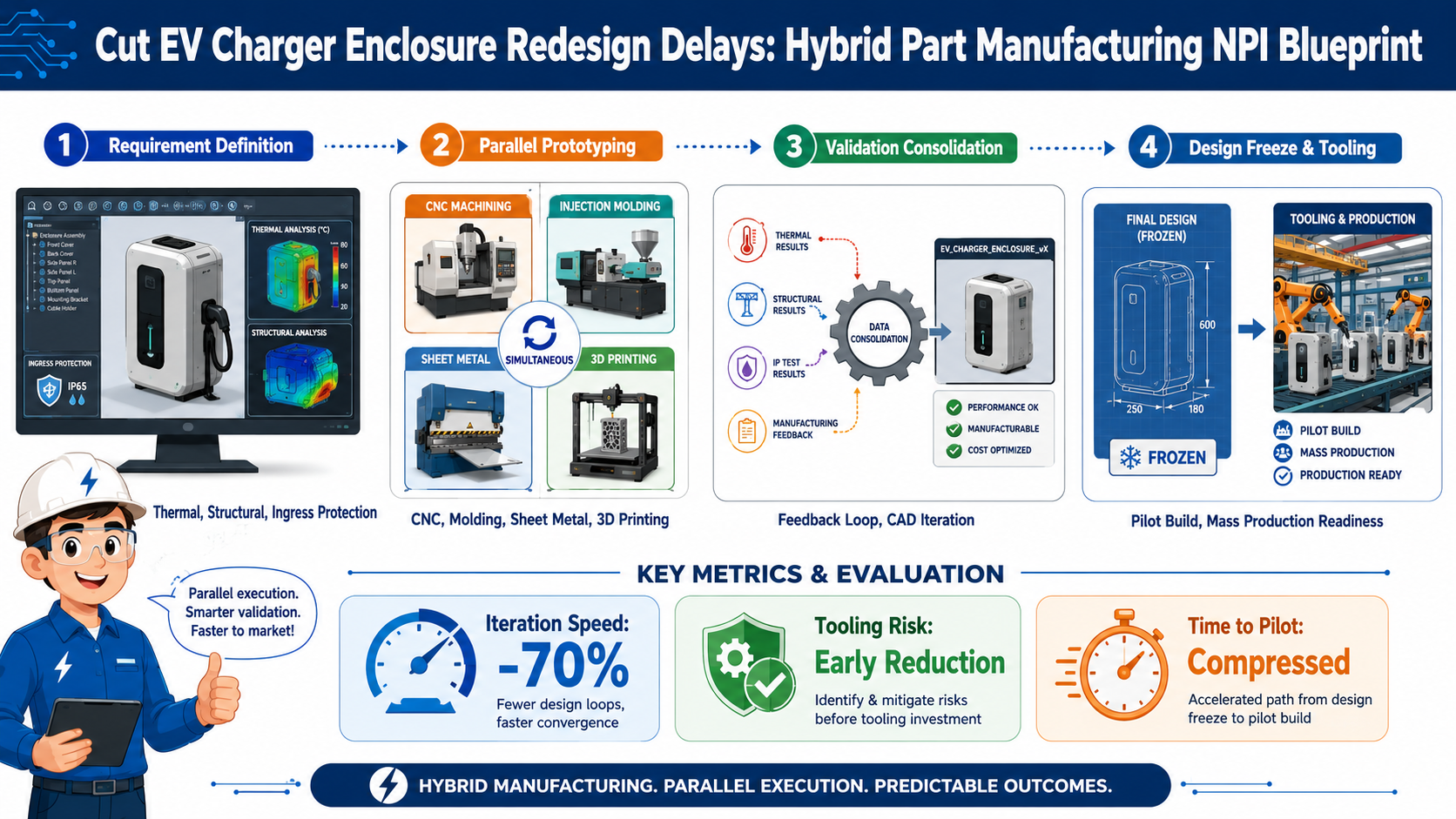
- Phase 1: Define enclosure functional requirements (thermal, structural, ingress protection)
- Phase 2: Run parallel prototyping across CNC, molding, sheet metal, and 3D printing
- Phase 3: Consolidate validation feedback into unified CAD iteration
- Phase 4: Freeze design for pilot and pre-production tooling
OEMs can accelerate early validation by integrating thermal interface materials such as high-performance gap fillers and conductive pads (commonly used in power electronics and charging modules) to simulate real-world thermal loads during enclosure testing.
Strategic Value Summary
| Dimension | Traditional NPI | Hybrid Manufacturing Blueprint |
|---|---|---|
| Iteration speed | Sequential, slow cycles | Parallel rapid loops |
| Tooling risk | High late-stage changes | Early validation reduction |
| Supplier coordination | Fragmented | Integrated ecosystem |
| Time to pilot | Extended delays | Compressed development cycles |
Conclusion: From Redesign Loops to Predictable EV Charger Launch Cycles
EV charger enclosure delays are no longer purely engineering problems—they are system coordination problems across manufacturing technologies and suppliers. By integrating CNC machining manufacturers with injection molding, sheet metal fabrication, and 3D printing into a unified NPI blueprint, OEMs can eliminate redesign loops and stabilize pilot builds.
This is where structured manufacturing integration becomes a competitive advantage. Teams adopting this hybrid approach gain faster validation cycles, lower prototype risk, and improved readiness for mass deployment in a rapidly scaling EV infrastructure market.
For organizations ready to implement this transformation, AOK manufacturing integration frameworks provide a structured pathway from prototype chaos to production certainty.
Start your EV charger enclosure NPI acceleration consultation